福建食品行業超純水設備供應商家
全球食品工業超純水設備市場正保持穩健增長,預計2025年市場規模將達到18億美元,年復合增長率7.5%。這一增長主要受三大因素驅動:消費升級帶來的高 品質食品需求增長、食品安全法規日趨嚴格,以及可持續發展理念的普及。技術發展呈現四大趨勢:一是"綠色制造"方向,通過濃水回用和能量回收實現節水節能;二是"數字化管理",基于云平臺的智能監控系統可降低25%運維成本;三是"柔性化生產",模塊化設備可快速調整以適應不同產品線需求;四是"功能化水處理",開發具有特定功能性的工藝用水。在材料創新方面,食品級納米抑菌涂層可有效抑制管道生物膜形成;陶瓷膜技術使過濾精度達到0.01微米。市場競爭格局正在變化:國際品牌如濱特爾、怡口面臨本土企業的強勁競爭,這些國內企業憑借更貼近市場的服務和快速響應能力,正在高 端市場取得突破。未來三年,隨著預制菜、功能性食品等新業態的興起,食品超純水設備將向更智能、更靈活、更可持續的方向發展,為食品產業升級提供關鍵支撐。行業專 家預測,具備AI水質預測、區塊鏈溯源等創新功能的智能水系統將成為下一代設備的標準配置。益民環保提供超純水設備操作培訓服務,確保客戶正確使用。福建食品行業超純水設備供應商家

現代醫療超純水系統在技術上實現了多項重大突破。預處理環節采用"超濾+活性炭"的組合工藝,可有效去除原水中的微生物、有機物和余氯;純化單元普遍使用雙級反滲透系統,脫鹽率可達99.5%以上。在消毒滅菌方面,創新的"臭氧+紫外線+巴氏消毒"三重保障機制成為行業標配,其中254nm紫外燈可殺滅99.9%的病原微生物。如今技術趨勢包括:① 采用智能變頻控制技術,能耗降低30%;② 整合物聯網遠程監控系統,可實時預警水質異常;③ 模塊化設計使得設備占地面積減少40%。某三甲醫院的實踐案例顯示,其新建血液透析中心采用第五代超純水系統后,透析用水合格率從98.5%提升至99.9%,設備維護成本降低20%。特別值得注意的是,隨著如今醫療的發展,對實驗室分析用水的純度要求不斷提高,促使設備廠商開發出TOC<3 ppb的超高純水系統,滿足基因測序、質譜分析等檢測需求。江西半導體超純水設備廠家超純水設備配備故障報警系統,及時發現并處理運行異常。

現代食品工業超純水系統在技術上實現了多項重大創新。預處理環節采用"氣浮+精密過濾"的組合工藝,可高效去除原水中的膠體、色素和有機雜質;核 心凈化單元普遍使用食品級抗污染RO膜,配合創新的"納濾+電滲析"技術,使系統脫鹽率穩定在99%以上。在滅菌保鮮方面,創新的"臭氧-紫外線協同消毒系統"可殺滅99.99%的微生物,同時避免傳統氯消毒產生的副產物。如今技術突破包括:①智能變頻恒壓供水技術,節能30%以上;②物聯網遠程監控平臺,實現水質數據實時傳輸和異常預警;③模塊化設計使設備占地面積減少40%。某大型飲料企業的應用案例顯示,采用新一代超純水系統后,產品保質期延長30%,每年節省水處理成本超200萬元。在特殊食品加工領域,如嬰兒配方奶粉生產,創新的"氮氣保護循環系統"可有效防止超純水在輸送過程中吸收二氧化碳,確保水質新鮮度。這些技術創新正在重塑食品工業的水處理標準。
表面清洗行業對純水設備有著嚴格的專業要求,水質直接影響清洗效果和產品良率。根據SEMIF63和GB/T11446.1標準,表面清洗用純水主要分為三個等級:一級純水(電阻率≥18MΩ·cm)、二級純水(電阻率≥10MΩ·cm)和三級純水(電阻率≥1MΩ·cm)。現代 表面清洗純水設備通常采用"預處理+反滲透+電去離子+終端精濾"的工藝流程,其中反滲透系統脫鹽率需≥98%,終端過濾器需達到0.05μm的過濾精度。不同清洗對象對水質有特殊要求:半導體晶圓清洗需要控制金屬離子<0.1ppb;光學鏡片清洗要求無顆粒物;而精密金屬件清洗則需確保無有機殘留。2023年新修訂的《工業清洗用水標準》強化了對TOC(總有機碳)和微生物的管控要求,TOC需<10ppb,細菌總數<10CFU/100ml。這些嚴格標準使得表面清洗企業在純水設備上的投入通常占生產線總投資的15-25%。益民環保超純水設備廣泛應用于半導體、光伏等高科技產業,品質值得信賴。
如今生物制藥超純水系統在技術架構上實現了多項突破性創新。預處理環節采用"超濾+電滲析"的組合工藝,可有效去除原水中的膠體、有機物和離子;純化單元普遍使用熱法(多效蒸餾)與膜法(RO+EDI)的協同系統,其中多效蒸餾器的熱能利用率提升至85%以上。在系統設計方面,全封閉循環系統成為主流,采用雙管板換熱器保持80℃以上高溫循環,有效抑制微生物滋生。如今技術趨勢包括:①采用等離子體輔助蒸餾技術,能耗降低30%;②整合人工智能預測系統,可提前72小時預警水質波動;③模塊化設計使得產能擴展時間縮短50%。某跨國藥企的案例顯示,其新建的疫苗生產基地采用第五代超純水系統后,WFI產能提升40%,運行成本降低25%,驗證了技術創新帶來的明顯效益。特別值得關注的是,一次性生物反應器的普及推動了對"即用型"超純水的需求,促使設備廠商開發小型化、移動式純水制備單元。我們的超純水設備運行噪音低于60分貝,創造安靜工作環境。河南半導體超純水設備工廠
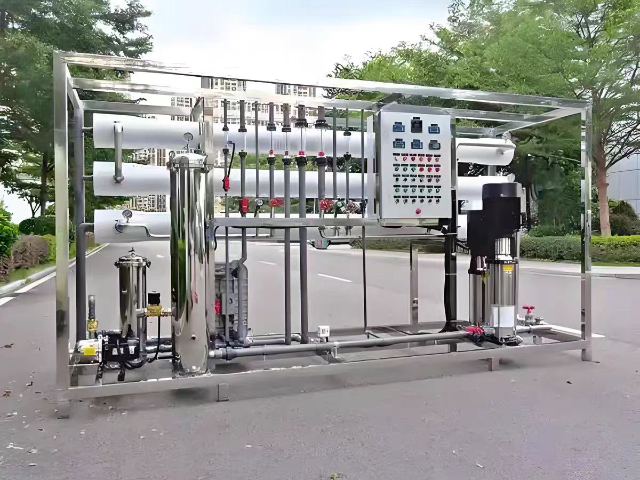
超純水設備采用食品級304/316L不銹鋼材質,確保水質安全無污染。福建食品行業超純水設備供應商家
生物制藥超純水系統的質量控制是一個全生命周期的管理體系。在驗證階段,必須執行嚴格的"4Q驗證"流程:設計確認(DQ)、安裝確認(IQ)、運行確認(OQ)和性能確認(PQ)。其中PQ階段要求連續3周的水質監測,所有參數必須100%達標。日常管理中,采用"風險控制"策略,通過關鍵質量屬性(CQAs)和關鍵工藝參數(CPPs)的實時監控確保系統穩定運行。現代系統通常配置20-30個在線監測點,包括TOC分析儀、激光粒子計數器、等儀器。數據完整性遵循ALCOA+原則(可追溯、清晰、同步、原始、準確),所有數據自動記錄并存儲10年以上。在微生物控制方面,采用"巴氏消毒+臭氧+紫外"三重保障機制,消毒周期根據生物負荷監測結果動態調整。某生物類似藥項目的經驗表明,通過實施全過程質量控制,可將水系統偏差率從傳統管理的1.2%降至0.15%,有效提高了生產工藝的可靠性。福建食品行業超純水設備供應商家
- 福建工廠反滲透設備銷售公司 2025-09-20
- 浙江工廠太陽能熱水設備工廠 2025-09-20
- 半導體超純水設備多少錢 2025-09-20
- 河南學校反滲透設備銷售公司 2025-09-19
- 廣東壁掛式凈水器廠家 2025-09-19
- 江西碧麗凈水器怎么買 2025-09-19
- 浙江食品行業超純水設備供應商家 2025-09-19
- 廣東賓館太陽能熱水設備價格多少 2025-09-19
- 湖南實驗室超純水設備銷售公司 2025-09-19
- 湖南電子光學超純水設備銷售公司 2025-09-19
- 松江區品牌除塵器產品介紹 2025-09-20
- 紹興正確光伏組件清洗條件 2025-09-20
- 江蘇高溫高壓清洗機 2025-09-20
- 北京標準工業廢水處理監測 2025-09-20
- 江蘇窗式空調冷卻塔噪音治理措施 2025-09-20
- 青島氧化鋁拋光液生產商 2025-09-20
- 大豐區本地輸送帶銷售廠 2025-09-20
- 上海環保脫色劑 2025-09-20
- 新型鍍鋅管報價行情 2025-09-20
- 兩聯供熱泵售后維修 2025-09-20