蘇州全自動精密模具市場價
2.經周期開模,產品A留于公模,成型機動模板旋轉至B合模。3.B原料經B料管射入2次成型模制成雙射成品,開模頂出。設計要點工作步驟一.設計前檢討事項1.模具材質2.成型品3.成型機選擇4.模座基本構造二.模具設計重要項目1.多色射出組合方式2.澆道系統(1)射出壓力較低。(2)快速充填完成,可提升產量。(3)可均勻射出,產品質量較好。(4)減少廢料,縮短射出時間。3.成型設備:(1)各射出料缸的射出量,決定那一色用那一支料缸。(2)打擊棒的位置及打擊行程。(3)旋轉盤上水路,油路,及電路的配置問題。(4)旋轉盤的承載重量。已成為熔體的材料進入主流道,經分流道,澆口入模腔內。蘇州全自動精密模具市場價
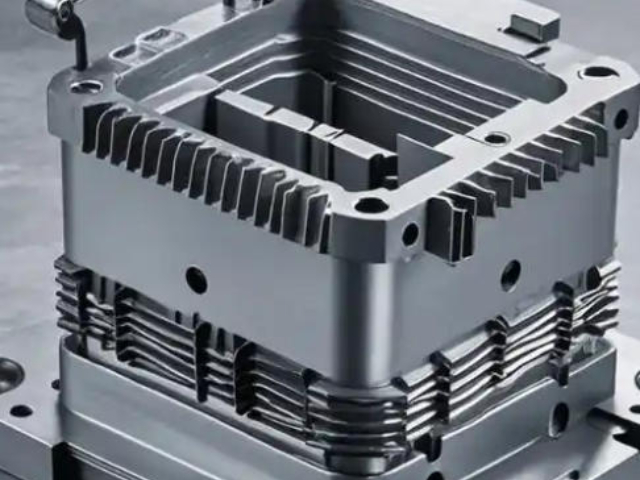
(5)中空成型是把由擠出或注射制得的、尚處于塑化狀態的管狀或片狀坯材趨勢固定于成型模具中,立刻通入壓縮空氣,迫使坯材膨脹并貼于模具型腔壁面上,待冷卻定型后脫模,即得所需中空制品的一種加工方法。適合中空成型的塑料為高壓聚乙烯、低壓聚乙烯、硬聚氯乙烯、軟聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根據型坯成型方法的不同,中空成型主要分為擠出吹塑中空成型和注射吹塑中空成型兩種。擠出吹塑中空成型的優點是擠出機與擠出吹塑模的結構簡單,缺點是型坯的壁厚不一致,容易造成塑料制品的壁厚不勻姑蘇區購買精密模具有幾種精密模具在使用過程中需要定期維護和保養,以延長其使用壽命和保持加工精度。

模具(mú jù),工業生產上用以注塑、吹塑、擠出、壓鑄或鍛壓成型、冶煉、沖壓等方法得到所需產品的各種模子和工具。 簡而言之,模具是用來制作成型物品的工具,這種工具由各種零件構成,不同的模具由不同的零件構成。它主要通過所成型材料物理狀態的改變來實現物品外形的加工。素有“工業之母”的稱號。在外力作用下使坯料成為有特定形狀和尺寸的制件的工具。***用于沖裁、模鍛、冷鐓、擠壓、粉末冶金件壓制、壓力鑄造,以及工程塑料、橡膠、陶瓷等制品的壓塑或注塑的成形加工中。
②加工非金屬和粉末冶金的模具。包括塑料模(如雙色模具、壓塑模和擠塑模等) 、橡膠模和粉末冶金模等。 根據結構特點,模具又可分為平面的沖裁模和具有空間的型腔模。模具一般為單件,小批生產。按所成型的材料的不同五金模具、塑膠模具、以及其特殊模具。五金模具分為:包括沖壓模 ( 如沖裁模具、彎曲模具、拉深模具、翻孔模具、縮孔模具、起伏模具、脹形模具、整形模具等)、鍛模(如模鍛模、鐓鍛模等)、擠壓模具、擠出模具、壓鑄模具、鍛造模具等;我們通常將分流道的長度設計為相等的。
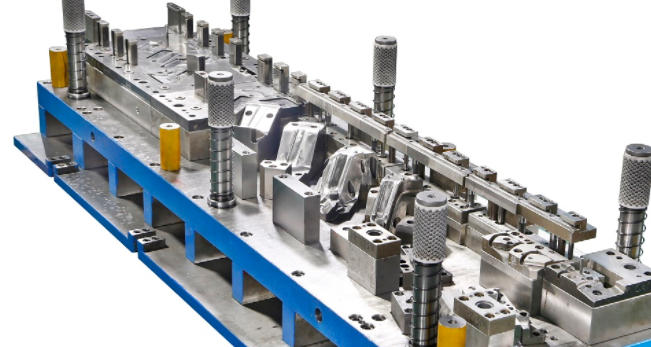
9.壓料板單元壓料板單元之特別重要點是壓料面與凹模面有正確的平行度及緩沖壓力要求平衡。10. 誤送檢測單元以連續模具沖壓加工時,模具必須設計失誤檢出單元以檢出送料節距之變化量是否超過其基準而停止沖床之運轉。失誤檢出單元是裝設于模具內部,依其檢出方法有下列兩種裝設形式:(A).上模內裝設檢出銷之形式,當其偏離料條孔穴時,將與料條相接觸而檢知。(B).下模內裝設檢出銷之形式,當料條之一部與檢出銷接觸而檢知。11. 廢料切斷單元連續沖壓加工時料條 (廢料) 將陸續離開模具內,其處理方式有兩種:(A).利用卷料機卷取之,(B).利用模具切斷裝置將其細化。又后者之方式有兩種:(A).利用**廢料切斷機 (設置于沖壓機械外部),(B).裝設于連續模具***工程之切斷單元。精密注塑模具是用精密的加工方法批量生產某些形狀復雜部件。工業園區直銷精密模具按需定制
這是因為經過一次成型后,樹脂的機械性能,流動性,顏色等各種特性都會發生變化。蘇州全自動精密模具市場價
1. 整塊式整塊式模板亦稱為一體構造型,其加工形狀必須是封閉的。整塊式模板主要用于簡單結構或精度不高的模具,其加工方式以切削加工為主(不需熱處理),采用熱處理之模板必須再施行線切割加工或放電加工及研磨加工。模板尺寸長(連續模具)之場合將采用兩塊或多塊一體型并用之。2. 軛式軛式模板之**部加工成凹溝狀以組裝塊狀品。其構造依應用要求,凹溝部可以其他模板構成之。此軛式模板構造之優點有:溝部加工容易,溝部寬度可調整之,加工精度良好等。但剛性低是其缺點。蘇州全自動精密模具市場價
蘇州歐尚德精密機械有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,歐尚德供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 吳江區銷售工裝夾具推薦廠家 2025-09-20
- 蘇州本地感應式編碼器市場價 2025-09-20
- 江蘇購買精密模具市場價 2025-09-20
- 常熟本地工裝夾具生產廠家 2025-09-20
- 高新區直銷工裝夾具報價 2025-09-20
- 工業園區一體化感應式編碼器報價 2025-09-20
- 蘇州便捷式精密模具維保 2025-09-20
- 吳江區一體化感應式編碼器維保 2025-09-20
- 相城區直銷精密模具報價 2025-09-20
- 吳中區通用精密模具設備廠家 2025-09-20
- 成人失語癥康復設備哪里有 2025-09-20
- 貴州雙組分點膠機有什么特點 2025-09-20
- 湖南成型打彎有哪些 2025-09-20
- 精密噴涂霧化噴涂公司哪家好 2025-09-20
- A2FE 內藏式定量泵馬達型號查詢 2025-09-20
- 貴州國家標準蝶閥定制 2025-09-20
- 24伏房車空調品牌 2025-09-20
- 上海差殼平衡機多少錢 2025-09-20
- 安徽驅動器零售價 2025-09-20
- 安徽海寶高壓冷卻循環水泵銷售價格 2025-09-20