工業園區一體化精密模具維保
精密注塑模具是一種通過高壓將熔融樹脂注入金屬模腔,經冷卻固化后成型精密制品的裝置。其**結構包括主流道、分流道、澆口以及冷卻控溫系統,成型過程涵蓋射料、保壓、冷卻和頂出等階段。該技術需選用力學性能穩定的工程塑料與**注塑設備,并嚴格控制模具公差、材料收縮率及工藝參數以實現高精度要求 [1]。該技術采用快速制模工藝縮短生產周期,適用于小批量試制及精密零部件制造,關鍵環節涉及模溫控制、防變形設計與精密加工。目前國內高精度模具半數以上依賴進口,**技術集中于材料適配性優化、模流分析及精密成型工藝的系統集成,產品廣泛應用于復雜結構工業零件生產。所以說,好的模具加工設備是精密注塑的必要條件。工業園區一體化精密模具維保
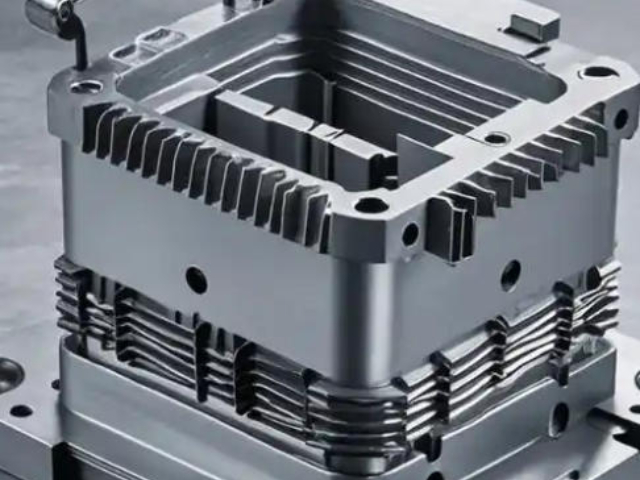
(3) 熱流道模具:此類模具結構與細水口大體相同,其比較大區別是流道處于一個或多個有恒溫的熱流道板及熱唧嘴里,無冷料脫模,流道及澆口直接在產品上,所以流道不需要脫模,此系統又稱為無水口系統,可節省原材料,適用于原材料較貴、制品要求較高的情況,設計及加工困難,模具成本高。 熱流道系統,又稱熱澆道系統,主要由熱澆口套,熱澆道板,溫控電箱構成。我們常見的熱流道系統有單點熱澆口和多點熱澆口二種形式。單點熱澆口是用單一熱澆口套直接把熔融塑料射入型腔,它適用單一腔單一澆口的塑料模具;多點熱澆口是通過熱澆道板把熔融料分枝到各分熱澆口套中再進入到型腔,它適用于單腔多點入料或多腔模具。張家港比較好的精密模具維保模具制造完成后,需要進行裝配和調試,以確保各個部件的配合精度和模具的整體性能。

精密注塑模具是用精密的加工方法批量生產某些形狀復雜部件。具體來說,將受熱融化的材料由高壓射入模腔,經冷卻固化后,得到各式各樣的成形品。事實上為了控制模具的溫度,在模具上還有使冷媒通過的冷卻孔,加熱器等裝置。已成為熔體的材料進入主流道,經分流道,澆**入模腔內。經過冷卻階段后打開模具,成型機上的頂出裝置會把頂出桿頂出,將制品推出。成形品是由使熔融樹脂流入的主流道,引導熔融樹脂進入模腔的分流道及制品所構成的。我們通常將分流道的長度設計為相等的。
2、幾何形狀設計,設計時,經常要綜合考慮尺寸穩定性及表面質量。例如,制品設計和尺寸穩定性要求采用陰模(凹模),但是表面要求光澤度較高的制品卻要求使用陽模(凸模),這樣一來,塑件訂購方會綜合考慮到這兩點,以使制品能在比較好條件下進行生產。經驗證明,不符合實際加工條件的設計往往是失敗的。3 、尺寸穩定,在成型過程中,塑件與模具接觸的面要比離開模具部分的尺寸穩定性更好。如果日后由于材料剛度的需要要求改變材料厚度,可能導致要將陽模轉換為陰模。塑件的尺寸公差不能低于收縮率的10%。精密模具是指用于制造高精度零部件的模具,廣泛應用于塑料、金屬、陶瓷等材料的成型加工。
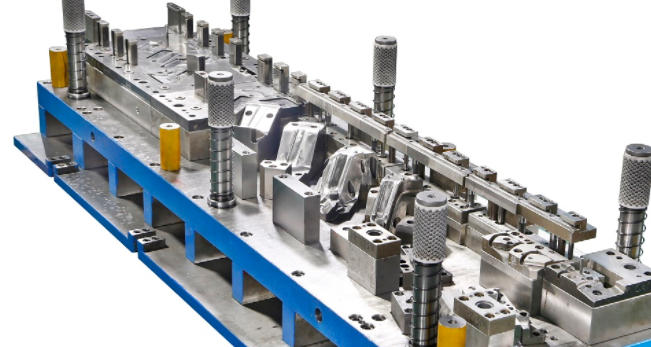
1. 整塊式整塊式模板亦稱為一體構造型,其加工形狀必須是封閉的。整塊式模板主要用于簡單結構或精度不高的模具,其加工方式以切削加工為主(不需熱處理),采用熱處理之模板必須再施行線切割加工或放電加工及研磨加工。模板尺寸長(連續模具)之場合將采用兩塊或多塊一體型并用之。2. 軛式軛式模板之**部加工成凹溝狀以組裝塊狀品。其構造依應用要求,凹溝部可以其他模板構成之。此軛式模板構造之優點有:溝部加工容易,溝部寬度可調整之,加工精度良好等。但剛性低是其缺點。這是因為經過一次成型后,樹脂的機械性能,流動性,顏色等各種特性都會發生變化。蘇州銷售精密模具銷售公司
航空航天:用于制造飛機零部件、航天器零部件等,這些零件通常具有高精度、高可靠性的要求。工業園區一體化精密模具維保
(2)模板之厚度模板之厚度選擇與模具之構造、沖壓加工種類、沖壓加工加工力、沖壓加工精度等有***關系。依據理論計算決定模具之厚度是困難的,一般上系由經驗求得,設計使用的模板厚度種類宜盡量少,配合模具高度及夾緊高度加以標準化以便利采購及庫存管理。模板設計連續模具之主要模板有沖頭固定板、壓料板、凹模板等等,其構造設計依沖壓制品之精度、生產數量、模具之加工設備與加工方法、模具之維護保養方式等有下列三種形式:(1)整塊式,(2)軛式,(3)鑲入式。工業園區一體化精密模具維保
蘇州歐尚德精密機械有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來歐尚德供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 吳江區銷售工裝夾具推薦廠家 2025-09-20
- 蘇州本地感應式編碼器市場價 2025-09-20
- 江蘇購買精密模具市場價 2025-09-20
- 常熟本地工裝夾具生產廠家 2025-09-20
- 高新區直銷工裝夾具報價 2025-09-20
- 工業園區一體化感應式編碼器報價 2025-09-20
- 蘇州便捷式精密模具維保 2025-09-20
- 吳江區一體化感應式編碼器維保 2025-09-20
- 相城區直銷精密模具報價 2025-09-20
- 吳中區通用精密模具設備廠家 2025-09-20
- 舟山散袋投包機廠商 2025-09-20
- 成人失語癥康復設備哪里有 2025-09-20
- 貴州雙組分點膠機有什么特點 2025-09-20
- 湖南成型打彎有哪些 2025-09-20
- 精密噴涂霧化噴涂公司哪家好 2025-09-20
- A2FE 內藏式定量泵馬達型號查詢 2025-09-20
- 工業廢水零排經典案例 2025-09-20
- 上海風力發電電磁制動器定制 2025-09-20
- 貴州國家標準蝶閥定制 2025-09-20
- 紹興變頻EC風機型號 2025-09-20