新吳區如何人造板貨源充足
1844年以后,經過改進的旋切機在工業生產中正式使用。此后旋切機不斷改進,促進了膠合板工業的發展, 19世紀中葉,德國首先建立了膠合板廠。1887年德國用鋸屑加血膠制成板材,是為刨花板之始。1889年德國用木工刨花制成刨花板獲得***個**。20世紀初合成樹脂膠粘劑的出現,為刨花板工業生產準備了條件。1898年英國首先在圓網造紙機上制造成半硬質纖維板。1914年美國用磨木漿下腳料生產絕緣板,并建成絕緣纖維板工廠。1916年,干法成型工藝***在奧地利出現。精確控制旋切單板的厚度誤差,可提高出材率2~3%。新吳區如何人造板貨源充足
7 0年代末期,歐美一些國家研究無膠膠合技術,較有進展的是使木質素分子活化,在一定條件下利用木質素膠合;或者利用木材或其他材料中的半纖維素,經處理使之轉化為膠結物質進行膠合。80年代初,加拿大成功地利用蒸渣制成了無膠刨花板。中國的研究院和大學也都在進行無膠膠合技術的研究,已取得初步成果。成型和加壓膠合板的組坯,刨花板纖維板的板坯成型和加壓都屬于人造板制造的成型工藝。木材學對木材構造的研究揭示了木纖維在天然木材中的排列方式有層次性和方向性,因而能承受自然界對木材所施加的一定限度的外力。惠山區品牌人造板廠家現貨紅外線干燥能量消耗太大,每蒸發1千克水需要5500~18000千焦;

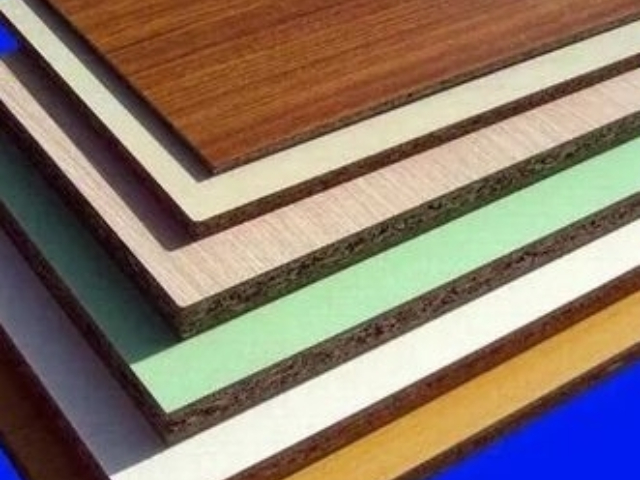
1、幅面大,結構性好,施工方便;2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;3、作為人造板原料的單板及各種碎料易于浸漬,因而可作各種功能性處理(如阻燃、防腐、抗縮、耐磨等);4、范圍較寬的厚度級及密度級適用性強;5、彎曲成型性能好。1、膠合板由蒸煮軟化的原木,旋切成大張薄片,然后將各張木纖維方向相互垂直放置,用耐水性好的合成樹脂膠粘結,再經加壓、干燥、鋸邊、表面修整而成的板材。其層數成奇數,一般為3-13層,分別稱三合板、五合板等。用來制作膠合板的樹種有椴木、樺木、水曲柳、櫸木、色木、柳桉木等。
1943年美國研究干法和半干法制造工藝獲得成功,50年代初,在美國、聯邦德國、捷克斯洛伐克和奧地利分別建廠,用上述兩法生產硬質纖維板。40年代末,隨著英國和德國分別研究出刨花板連續生產的巴德列夫法和奧卡爾法,并制成相應的成套連續式生產設備,刨花板生產遂進入工業體系。纖維板60年代初,以干法生產工藝為基礎制成中密度纖維板,1966年美國建成***個中密度纖維板廠。人造板的新品種日益增多,其分類方法也隨之不斷變化。常用的分類方法有下述幾種:根據加壓方式不同,可分為平壓、擠壓、輥壓刨花板等;

刨花板工廠多用單層熱壓機,中密度纖維板制造中使用單層壓機就可以實現高頻和蒸氣聯合使用的復式加熱,有利于縮短加壓周期和改善產品斷面密度的均勻性。**終加工板材從熱壓機卸出后,經過冷卻和含水率平衡階段,即進行鋸邊、砂光,硬質纖維板需經熱處理及調濕處理。過去板材鋸邊都是冷態鋸切,也用熱態鋸切法,但決不能采用熱態砂光方法,熱砂會損壞成品表面質量。根據使用要求,有些板材還需進行浸漬、油漆、復面、封邊等特殊處理。纖維板是將樹皮、刨花、樹枝等廢料經破碎、浸泡、研磨成木漿,再經加壓成型、干燥處理而制成的板材。惠山區品牌人造板廠家現貨
板材鋸切、磨削等也影響產品的規格質量。新吳區如何人造板貨源充足
細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。尤其是國家強制實行裝飾裝修有害物質限量達標之后,用于大芯板的膠粘劑必須進行改進,*此一項成本就增加不少,而且原材料價格還在不斷提升。因此,由于成本的限制,市場上售價低于八十元的細木工板一定不要購買。盲目追求便宜,會給人體的健康帶來危害。不少商家為了謀取利潤,以各種手法蒙騙消費者,因此在選購時,應注意以下幾點:新吳區如何人造板貨源充足
無錫愷屹塬建筑材料有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的建筑、建材中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同 愷屹塬供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 新吳區附近人造板工廠直銷 2025-09-20
- 南京特制建筑防水卷銷售廠家 2025-09-20
- 徐州品牌建筑裝飾材料貨源充足 2025-09-20
- 常州附近建筑防水卷按需定制 2025-09-20
- 南通國產建筑防水卷銷售 2025-09-20
- 徐州本地建筑裝飾材料廠家直銷 2025-09-20
- 錫山區國產建筑裝飾材料廠家現貨 2025-09-20
- 江蘇質量建筑裝飾材料廠家現貨 2025-09-20
- 南通質量建筑裝飾材料廠家供應 2025-09-20
- 南京常見人造板廠家供應 2025-09-20
- 佛山巖板坯防滑一比一珍石系列價格多少 2025-09-20
- 平頂玻璃窗多少錢一扇 2025-09-20
- 西南水泥經銷商 2025-09-20
- 中國澳門碼頭建筑模型沙盤制作廠家 2025-09-20
- 南京螺旋通風管道源頭廠家 2025-09-20
- 奉賢區物聯網平臺行業 2025-09-20
- 宜昌生態丙烯酸球場按需定制 2025-09-20
- 廣元本地爬行模板廠家直銷 2025-09-20
- 嘉定區質量外墻刷新售后服務 2025-09-20
- 惠州A級防火冰火板供應商 2025-09-20