天津防壓模模具保護(hù)器那個品牌好
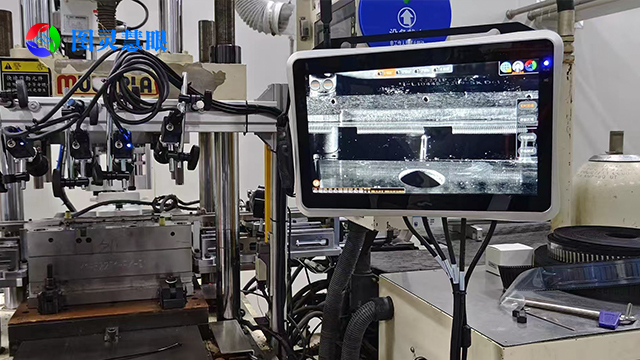
在注塑機(jī)完成一個循環(huán),打開模具并頂出產(chǎn)品后,在合模開始前的關(guān)鍵瞬間,模具保護(hù)器開始工作。觸發(fā)信號:注塑機(jī)的控制系統(tǒng)(通常是PLC)會發(fā)送一個觸發(fā)信號給模具保護(hù)器,告知其“現(xiàn)在可以開始檢測了”。拍攝圖像:接收到信號后,安裝在模具腔內(nèi)合適位置(通常是上方或側(cè)面)的工業(yè)相機(jī)迅速啟動,對模具型腔進(jìn)行高速拍照。為確保圖像清晰可靠,系統(tǒng)會配有一套高亮度的LED光源系統(tǒng)(常用的是穿透力強(qiáng)、抗干擾好的紅色光源)。光源的作用是克服現(xiàn)場環(huán)境光的變化,將需要檢測的區(qū)域均勻照亮,凸顯產(chǎn)品的輪廓和細(xì)節(jié),為后續(xù)分析提供高質(zhì)量、無陰影的原始圖像。模具保護(hù)器檢測到異常后立即觸發(fā)報(bào)警并停止合模,有效避免昂貴的模具因壓模而損壞。天津防壓模模具保護(hù)器那個品牌好
模具保護(hù)器
模具保護(hù)器作為智能終端,實(shí)現(xiàn)了注塑生產(chǎn)數(shù)據(jù)的數(shù)字化采集和管理。系統(tǒng)記錄每個生產(chǎn)周期的檢測結(jié)果,包括正常次數(shù)、異常類型、發(fā)生時間等詳細(xì)信息,這些數(shù)據(jù)通過工業(yè)以太網(wǎng)傳輸?shù)組ES(制造執(zhí)行系統(tǒng))或云平臺,為生產(chǎn)管理提供實(shí)時數(shù)據(jù)支持。管理人員可以遠(yuǎn)程監(jiān)控多臺設(shè)備的運(yùn)行狀態(tài),及時發(fā)現(xiàn)異常趨勢,做出科學(xué)決策。基于大數(shù)據(jù)分析,系統(tǒng)能夠識別生產(chǎn)過程中的規(guī)律性問題,如特定模具在連續(xù)生產(chǎn)多少模次后容易出現(xiàn)黏膜,某個時間段異常發(fā)生率較高等,這些洞察為工藝優(yōu)化和預(yù)防性維護(hù)提供了依據(jù)。數(shù)字化管理還實(shí)現(xiàn)了質(zhì)量追溯的自動化,當(dāng)客戶投訴某個產(chǎn)品缺陷時,可以快速追溯到的生產(chǎn)時間、設(shè)備、模具等詳細(xì)信息,提高了問題處理效率。這種數(shù)據(jù)驅(qū)動的管理模式是現(xiàn)代智能工廠建設(shè)的重要組成部分。東莞防壓模模具保護(hù)器安裝蘇州圖靈慧眼是國產(chǎn)模具保護(hù)器的較高技術(shù)水平之一,性價(jià)比與可靠性的較佳平衡點(diǎn)。
紅外光源在模具保護(hù)器中扮演著至關(guān)重要的角色,作用在于提供穩(wěn)定、可靠的照明條件,確保圖像采集系統(tǒng)能夠獲得清晰、高對比度的模具內(nèi)部圖像。不同于可見光光源,紅外光源采用波長通常在700nm至1500nm之間的紅外光,這種不可見光具有獨(dú)特的物理特性,使其特別適合工業(yè)檢測環(huán)境。紅外光源的工作原理基于物體對紅外光的不同反射和吸收特性:不同材質(zhì)的模具和產(chǎn)品表面對紅外光的反射率存在差異,這種差異可以被高靈敏度的圖像傳感器捕捉并轉(zhuǎn)化為數(shù)字信號。在模具保護(hù)器中,紅外光源通常采用LED陣列設(shè)計(jì),具有壽命長、發(fā)熱量低、功耗小的優(yōu)點(diǎn)。光源的安裝角度和照射方式經(jīng)過精密計(jì)算,以確保模具腔體內(nèi)的每個角落都能獲得均勻照明。紅外光的穿透能力較強(qiáng),能夠有效克服注塑環(huán)境中常見的水汽、油霧等干擾因素,提供穩(wěn)定的成像效果。此外,紅外光源不會對操作人員造成眩光干擾,符合工業(yè)安全標(biāo)準(zhǔn)。現(xiàn)代模具保護(hù)器的紅外光源還具備智能調(diào)光功能,能夠根據(jù)環(huán)境光線變化自動調(diào)整亮度,確保在不同生產(chǎn)條件下都能獲得比較好的圖像質(zhì)量。
模具保護(hù)器對頂針系統(tǒng)的狀態(tài)監(jiān)測是確保注塑成型周期正常進(jìn)行的重要環(huán)節(jié)。頂針作為脫模系統(tǒng)的部件,在長期高頻次工作中容易出現(xiàn)斷裂、變形、卡滯或復(fù)位不到位等故障。一旦頂針未能正常復(fù)位,在合模過程中將與模具型腔發(fā)生劇烈碰撞,導(dǎo)致頂針損壞甚至型腔表面壓傷。模具保護(hù)器通過專門的角度校準(zhǔn)和焦點(diǎn)定位,對頂針末端位置進(jìn)行精確視覺監(jiān)測。系統(tǒng)在每個成型周期頂出動作完成后,自動檢測所有頂針是否完全退回預(yù)定位置。采用機(jī)器學(xué)習(xí)算法,系統(tǒng)能夠識別各種頂針異常狀態(tài):包括頂針斷裂后殘留的碎片、頂針彎曲導(dǎo)致的位移偏差、以及因潤滑不足造成的復(fù)位延遲等。對于多頂針復(fù)雜模具,系統(tǒng)支持分組分區(qū)檢測,可單獨(dú)設(shè)置每個頂針的檢測標(biāo)準(zhǔn)和容差范圍。當(dāng)檢測到頂針異常時,系統(tǒng)立即鎖定注塑機(jī)合模功能,并在觸摸屏上清晰標(biāo)注異常頂針的位置和類型,指導(dǎo)維修人員快速定位問題。這種準(zhǔn)確的監(jiān)測有效避免了因頂針問題導(dǎo)致的模具損壞,延長了頂針系統(tǒng)的使用壽命。模具保護(hù)器檢出鑲件漏放、頂針斷裂導(dǎo)致的產(chǎn)品多膠、缺料等缺陷。一旦發(fā)現(xiàn)立即停機(jī),防止了缺陷品繼續(xù)生產(chǎn)。

提升生產(chǎn)效率,實(shí)現(xiàn)自動化無人值守減少停機(jī)時間:避免了因壓模帶來的長時間停機(jī)。同時,也能及時發(fā)現(xiàn)如頂針卡死、滑塊不順等設(shè)備隱患,防止其演變?yōu)榇蠊收稀?* enabling 無人化生產(chǎn)**:在“黑燈工廠”自動化生產(chǎn)中,模具保護(hù)器是不可或缺的一環(huán)。它替代了人眼,7x24小時不間斷地執(zhí)行檢測任務(wù),保證了生產(chǎn)線的連續(xù)運(yùn)行,減少了對人力的依賴,為實(shí)現(xiàn)真正的“無人值守”奠定了基礎(chǔ)。3. 提高產(chǎn)品質(zhì)量,實(shí)施全過程質(zhì)量控制防止批量性不良品:它能在線檢出如鑲件漏放、頂針斷裂導(dǎo)致的產(chǎn)品多膠、缺料等缺陷。一旦發(fā)現(xiàn),立即停機(jī),防止了缺陷品繼續(xù)生產(chǎn),避免了大規(guī)模返工或報(bào)廢的浪費(fèi)。過程監(jiān)控與追溯:高級的模具保護(hù)器具備拍照存檔功能, every shot 或 every NG shot 的圖像都可以被保存下來。這為質(zhì)量分析提供了寶貴的數(shù)據(jù)溯源,方便工程師分析缺陷產(chǎn)生的規(guī)律和根本原因,從而優(yōu)化工藝參數(shù),提升整體質(zhì)量水平。模具保護(hù)方面,一次嚴(yán)重的壓模就可以節(jié)省數(shù)十萬元的模具維修或更換費(fèi)用。蘇州壓鑄模具保護(hù)器生產(chǎn)廠商
使用模具保護(hù)器后,注塑廠的模具意外損壞率可降低95%以上,設(shè)備綜合利用率提升15%-25%。天津防壓模模具保護(hù)器那個品牌好
增強(qiáng)生產(chǎn)安全,保護(hù)人員與設(shè)備間接保障人身安全:雖然其主要保護(hù)對象是模具,但避免了因處理壓模事故而可能帶來的操作風(fēng)險(xiǎn)(如工人使用不當(dāng)工具進(jìn)行搶救),提升了整體作業(yè)環(huán)境的安全性。保護(hù)注塑機(jī)本身:嚴(yán)重的壓模事故有時也會對注塑機(jī)的曲臂、鎖模機(jī)構(gòu)造成損傷,模具保護(hù)器也間接保護(hù)了主機(jī)設(shè)備。5.降低綜合運(yùn)營成本看似是一筆設(shè)備投入,但其帶來的綜合效益降低了長期運(yùn)營成本:節(jié)省模具維修費(fèi)用:直接避免了潛在損失。節(jié)省人工成本:減少了巡檢人員,或降低了操作人員的勞動強(qiáng)度與精神壓力。節(jié)省物料成本:避免了因生產(chǎn)大量廢品而導(dǎo)致的原材料浪費(fèi)。提升OEE(整體設(shè)備效率):通過減少停機(jī)、提升效率、減少廢品,直接提升了關(guān)鍵的OEE指標(biāo)。天津防壓模模具保護(hù)器那個品牌好
- 宿遷模具監(jiān)控器保護(hù)系統(tǒng) 2025-09-21
- 臺州沖壓模具監(jiān)控器視覺檢測 2025-09-21
- 泰州防壓模模具監(jiān)控器 2025-09-21
- 連云港壓軸機(jī)模具監(jiān)控器源頭廠家 2025-09-21
- 溫州流水線視覺篩選機(jī)視覺檢測 2025-09-21
- 杭州防漏裝模具監(jiān)控器保護(hù)系統(tǒng) 2025-09-21
- 嘉興防頂針模具監(jiān)控器廠家 2025-09-21
- 亳州沖壓模具監(jiān)控器視覺檢測 2025-09-21
- 麗水視覺檢測系統(tǒng) 2025-09-21
- 麗水壓軸機(jī)模具監(jiān)控器哪家好 2025-09-21
- 江蘇標(biāo)準(zhǔn)撓性電路板品牌 2025-09-21
- 西藏生產(chǎn)配電柜廠家供應(yīng) 2025-09-21
- 江蘇ups動力環(huán)境監(jiān)控遠(yuǎn)程操控 2025-09-21
- 支持電機(jī)功率范圍繁易伺服驅(qū)動器銷售廠家 2025-09-21
- 天津高科技ABB變頻器賣價(jià) 2025-09-21
- 淮安品牌AGV智能機(jī)器人設(shè)備供應(yīng) 2025-09-21
- 清遠(yuǎn)直流減速電機(jī)促銷價(jià)格 2025-09-21
- 杭州銅合金汽車插針規(guī)格 2025-09-21
- 南京E+H密封泵 2025-09-21
- 山西進(jìn)口載波驅(qū)動控制器 2025-09-21