蘇州防壓模模具保護(hù)器安裝
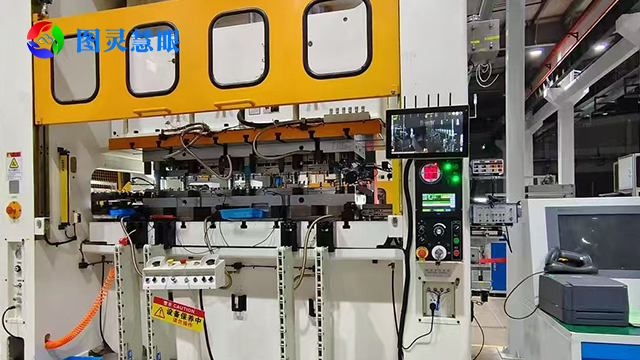
沖壓成型后的產(chǎn)品或半成品需要可靠地從模具中脫出(通過頂料銷、打板等)并順利離開模區(qū)。如果產(chǎn)品未能正常脫落并粘在模具內(nèi)(“黏膜”),或者從模腔中跳出后又意外彈回模區(qū)內(nèi),下一次合模將直接壓在產(chǎn)品上,導(dǎo)致:產(chǎn)品被壓碎,碎片四處飛濺,損傷模具其他精密部位。上下模無法完全合攏,巨大的壓力會使模具的薄弱部位(如細(xì)小的沖頭、導(dǎo)柱)發(fā)生彎曲或斷裂。模具保護(hù)器通過對比合模前模腔應(yīng)為“空”的狀態(tài),確保沒有任何成品或半成品殘留,為下一次沖壓提供安全的作業(yè)環(huán)境。使用模具保護(hù)器后,注塑廠的模具意外損壞率可降低95%以上,設(shè)備綜合利用率提升15%-25%。蘇州防壓模模具保護(hù)器安裝
模具保護(hù)器
在嵌件注塑工藝中,模具保護(hù)器承擔(dān)著確保鑲件正確安裝和位置精確的關(guān)鍵任務(wù)。嵌件成型需要先將金屬件、陶瓷件或其他預(yù)制嵌件準(zhǔn)確放置到模具內(nèi),再進(jìn)行塑料注射包覆。如果漏放嵌件或放置位置偏差,不僅會導(dǎo)致產(chǎn)品報(bào)廢,更可能在合模時(shí)造成模具嚴(yán)重?fù)p壞。模具保護(hù)器通過高分辨率視覺系統(tǒng)對每個(gè)模穴的鑲件安裝情況進(jìn)行100%檢測。系統(tǒng)能夠識別多種異常情況:完全漏放鑲件、鑲件放置方向錯(cuò)誤、鑲件型號不符、以及位置偏移超差等。針對不同鑲件特性,系統(tǒng)采用多種檢測技術(shù):對于有孔洞的鑲件采用背光透射檢測輪廓精度;對于表面有特征的鑲件采用同軸光反射檢測紋理特征;對于精密嵌件采用亞像素邊緣定位技術(shù)測量位置偏差。檢測精度可達(dá)±0.02mm,遠(yuǎn)超過人工目檢的精度極限。系統(tǒng)還支持多品種混流生產(chǎn),通過配方管理功能自動切換不同產(chǎn)品的檢測標(biāo)準(zhǔn)。當(dāng)發(fā)現(xiàn)鑲件漏裝或位置異常時(shí),立即停止合模并提示具體工位信息,有效避免壓模事故的發(fā)生。蘇州防壓模模具保護(hù)器安裝模具保護(hù)器實(shí)現(xiàn)了遠(yuǎn)程非接觸式檢測,減少了人員接觸危險(xiǎn)區(qū)域的頻率。
模具保護(hù)器對頂針系統(tǒng)的狀態(tài)監(jiān)測是確保注塑成型周期正常進(jìn)行的重要環(huán)節(jié)。頂針作為脫模系統(tǒng)的部件,在長期高頻次工作中容易出現(xiàn)斷裂、變形、卡滯或復(fù)位不到位等故障。一旦頂針未能正常復(fù)位,在合模過程中將與模具型腔發(fā)生劇烈碰撞,導(dǎo)致頂針損壞甚至型腔表面壓傷。模具保護(hù)器通過專門的角度校準(zhǔn)和焦點(diǎn)定位,對頂針末端位置進(jìn)行精確視覺監(jiān)測。系統(tǒng)在每個(gè)成型周期頂出動作完成后,自動檢測所有頂針是否完全退回預(yù)定位置。采用機(jī)器學(xué)習(xí)算法,系統(tǒng)能夠識別各種頂針異常狀態(tài):包括頂針斷裂后殘留的碎片、頂針彎曲導(dǎo)致的位移偏差、以及因潤滑不足造成的復(fù)位延遲等。對于多頂針復(fù)雜模具,系統(tǒng)支持分組分區(qū)檢測,可單獨(dú)設(shè)置每個(gè)頂針的檢測標(biāo)準(zhǔn)和容差范圍。當(dāng)檢測到頂針異常時(shí),系統(tǒng)立即鎖定注塑機(jī)合模功能,并在觸摸屏上清晰標(biāo)注異常頂針的位置和類型,指導(dǎo)維修人員快速定位問題。這種準(zhǔn)確的監(jiān)測有效避免了因頂針問題導(dǎo)致的模具損壞,延長了頂針系統(tǒng)的使用壽命。
模具保護(hù)器對注塑機(jī)而言,首先體現(xiàn)在巨大的經(jīng)濟(jì)損失預(yù)防能力上。注塑模具作為生產(chǎn)的重要裝備,其價(jià)值往往高達(dá)數(shù)十萬甚至數(shù)百萬元,一旦發(fā)生壓模事故,造成的直接維修費(fèi)用可能達(dá)到模具價(jià)值的20%-50%,嚴(yán)重時(shí)甚至導(dǎo)致整套模具報(bào)廢。模具保護(hù)器通過實(shí)時(shí)監(jiān)測模具狀態(tài),在合模前瞬間檢測異物殘留、頂針異常、產(chǎn)品未脫落等情況,立即發(fā)出停機(jī)信號,有效避免壓模事故發(fā)生。以一臺300噸注塑機(jī)為例,配備價(jià)值1萬元的模具保護(hù)器,可能避免一次至少幾千到萬元的模具維修費(fèi)用,投資回報(bào)周期通常不超過半年。更重要的是,模具損壞導(dǎo)致的生產(chǎn)中斷損失往往遠(yuǎn)超維修費(fèi)用,包括訂單延誤賠償、客戶信任度下降等隱性損失。統(tǒng)計(jì)數(shù)據(jù)顯示,使用模具保護(hù)器后,注塑廠的模具意外損壞率可降低95%以上,設(shè)備綜合利用率提升15%-25%。這種經(jīng)濟(jì)效益不僅體現(xiàn)在大型注塑廠,對中小型企業(yè)同樣,因?yàn)橐淮螄?yán)重的壓模事故就可能對中小企業(yè)造成致命打擊。模具保護(hù)器給到注塑信號后,會立即中斷合模動作,保持開模狀態(tài),從而從根本上避免壓模事故的發(fā)生。
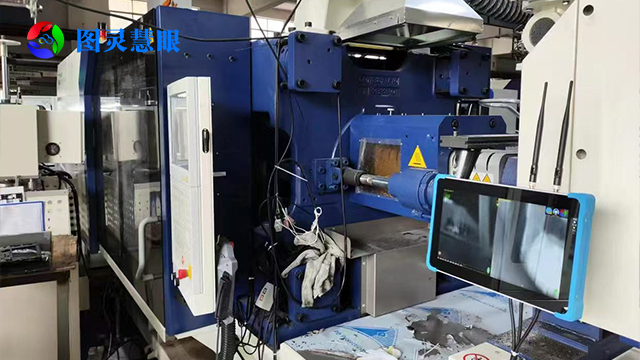
圖像采集是模具保護(hù)器工作的第一步,也是關(guān)鍵的技術(shù)環(huán)節(jié)。使用工業(yè)級高清相機(jī),配備專業(yè)的光學(xué)鏡頭和照明系統(tǒng),確保在各種生產(chǎn)環(huán)境下都能獲得清晰、穩(wěn)定的圖像。相機(jī)安裝位置經(jīng)過精心設(shè)計(jì),通常位于注塑機(jī)的固定模板或移動模板上,以比較好視角覆蓋模具的關(guān)鍵區(qū)域。采集時(shí)機(jī)精確控制在模具打開到比較大位置時(shí),此時(shí)頂出機(jī)構(gòu)已完成頂出動作,是檢測產(chǎn)品是否完全脫落的比較好時(shí)刻。照明系統(tǒng)采用多模式可調(diào)LED光源,根據(jù)模具結(jié)構(gòu)和材料特性選擇前光、背光或側(cè)光照明方式,確保獲得對比度清晰的圖像。對于深腔模具或復(fù)雜結(jié)構(gòu),還會使用特殊角度的光源來消除陰影和反光干擾。圖像采集頻率與注塑機(jī)開合模周期完全同步,確保每個(gè)生產(chǎn)周期都能獲得完整的監(jiān)測數(shù)據(jù)。高速圖像傳輸接口保證大數(shù)據(jù)量的圖像能夠?qū)崟r(shí)傳輸?shù)教幚韱卧瑸楹罄m(xù)分析提供可靠的數(shù)據(jù)基礎(chǔ)。模具保護(hù)器檢測鑲件(嵌件)漏裝或放置不到位。蘇州防壓模模具保護(hù)器安裝
圖靈慧眼模具保護(hù)器界面設(shè)計(jì)友好,支持“一鍵學(xué)習(xí)”、多模板匹配、多區(qū)域檢測等智能化功能。蘇州防壓模模具保護(hù)器安裝
模具保護(hù)器對模具活動部件的狀態(tài)監(jiān)測是確保復(fù)雜模具安全運(yùn)行的重要保障。現(xiàn)代注塑模具通常包含滑塊、斜頂、旋轉(zhuǎn)芯等活動機(jī)構(gòu),這些部件在長期工作中可能因磨損、卡滯或定位失效而無法到位。如果活動部件未正確復(fù)位就進(jìn)行合模,將導(dǎo)致模具碰撞的 catastrophic failure。模具保護(hù)器通過多視角視覺監(jiān)測系統(tǒng),對所有活動部件的位置進(jìn)行精確驗(yàn)證。系統(tǒng)采用特征點(diǎn)匹配技術(shù),通過識別滑塊上的特定標(biāo)記或結(jié)構(gòu)特征來判斷其位置狀態(tài)。對于斜頂機(jī)構(gòu),系統(tǒng)通過三維視覺算法計(jì)算其伸出高度和傾斜角度是否在允許范圍內(nèi)。針對深腔模具或隱蔽部位,使用棱鏡或反射鏡輔助成像,確保無監(jiān)測盲區(qū)。先進(jìn)的保護(hù)器還集成激光位移傳感器,對關(guān)鍵活動部件進(jìn)行非接觸式距離測量,實(shí)現(xiàn)毫米級精度定位。當(dāng)檢測到任何活動部件未到位時(shí),系統(tǒng)立即中斷合模程序,并在操作界面以3D示意圖形式顯示故障位置和偏差數(shù)據(jù)。這種活動部件監(jiān)控不僅防止了模具損壞,還提供了寶貴的設(shè)備狀態(tài)數(shù)據(jù),為預(yù)測性維護(hù)提供依據(jù)。蘇州防壓模模具保護(hù)器安裝
- 嘉興沖壓模具監(jiān)控器視覺檢測 2025-09-20
- 壓鑄機(jī)模具監(jiān)控器保護(hù)裝置 2025-09-20
- 淮安沖床模具監(jiān)控器廠家 2025-09-20
- 佛山模具監(jiān)視器費(fèi)用 2025-09-19
- 紹興桌面式篩選機(jī)視覺檢測設(shè)備 2025-09-19
- 深圳注塑機(jī)模具監(jiān)視器多少錢 2025-09-19
- 視覺檢測哪家好 2025-09-19
- 青島沖壓機(jī)模具監(jiān)視器供應(yīng)商 2025-09-19
- 衢州光學(xué)影像篩選機(jī)視覺檢測廠家 2025-09-19
- 六安流水線視覺篩選機(jī)視覺檢測系統(tǒng) 2025-09-19
- 山東直流無刷微型電動機(jī)價(jià)錢 2025-09-20
- 山東茶色防靜電PVC板找哪家 2025-09-20
- 智能抄表水表廠家實(shí)力雄厚 2025-09-20
- 海南新能源空氣源熱泵售后服務(wù) 2025-09-20
- 北京無屏蔽電纜供應(yīng)商家 2025-09-20
- 南京優(yōu)勢玻璃纖維材料收費(fèi) 2025-09-20
- 博物館預(yù)約管理系統(tǒng)廠商 2025-09-20
- 安徽通用型轉(zhuǎn)接器價(jià)格 2025-09-20
- 河北威勝水表定制 2025-09-20
- 廣州城市自行車馬達(dá)斷齒 2025-09-20