工廠快速對中校正儀貼牌
判斷快速對中校正儀的測量精度是否符合要求,需結合校準標準、實際測試、性能參數驗證等多維度開展,**是通過“量化驗證”和“場景適配”確保精度滿足設備對中需求(如電機、泵、壓縮機等不同設備的對中公差要求差異較大)。以下是具體判斷方法:一、優先核查“官方精度證明”:基礎合法性驗證儀器的“出廠精度”和“校準有效性”是判斷精度的前提,需先確認兩類**文件,避免使用未經校準或精度超標的設備:出廠精度參數表從廠商提供的技術手冊中提取關鍵精度指標,重點關注與“對中需求直接相關”的參數,不同原理的儀器指標側重不同:激光對中儀(**常用):需關注“徑向偏差精度”“角度偏差精度”“距離測量精度”,例如標注“徑向偏差±5μm±1%讀數、角度偏差±°、測量距離”,需確認該指標是否覆蓋自身設備的對中公差(如高轉速設備通常要求徑向偏差≤,低轉速重載設備可放寬至)。紅外/振動輔助型儀器:若涉及溫度或振動關聯精度,需額外核查“紅外測溫精度”(如±2℃或±2%讀數)、“振動加速度精度”(如±5%讀數),避免輔助功能精度拖垮整體對中結果。 快速對中校正儀的校準數據可以進行哪些分析和處理?工廠快速對中校正儀貼牌
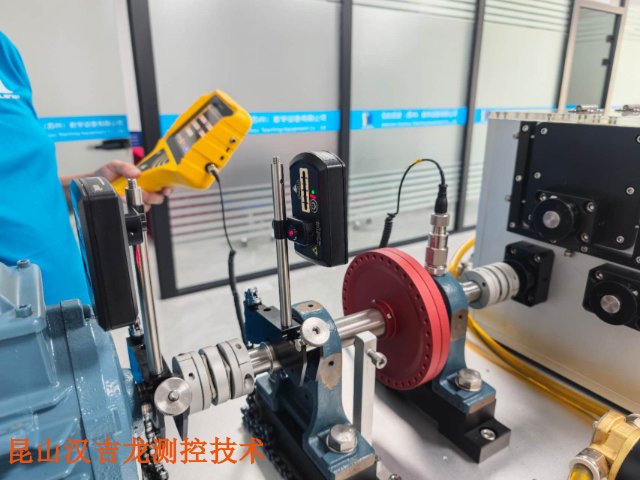
利用已知精度的標準工裝或模擬對中裝置,實際操作儀器進行測量,對比“儀器讀數”與“標準值”的偏差,驗證精度是否穩定。此方法貼近現場使用場景,更具實際參考意義:1.HOJOLO激光對中儀的標準件測試(**典型)準備“標準對中工裝”(由固定基座、可調節的“模擬軸”、精度已知的“偏差調節機構”組成,如可精確設置“徑向偏差、角度偏差°”),按以下步驟測試:步驟1:將儀器的發射端、接收端分別固定在標準工裝的兩個“模擬軸”上,按儀器操作流程完成安裝校準;步驟2:通過工裝調節機構,設置1~3個典型偏差值(如“徑向°”“徑向°”,覆蓋自身設備的常見對中偏差范圍);步驟3:記錄儀器的“測量值”,與工裝的“標準偏差值”對比,計算“偏差率”(偏差率=|測量值-標準值|/標準值×100%)。合格判定:偏差率需≤儀器出廠精度的“允差范圍”,例如儀器標注徑向精度±5μm,若標準值(100μm),測量值偏差需≤5μm,即偏差率≤5%,否則精度不達標。 常見快速對中校正儀哪里買30 秒校準!快速對中校正儀,讓設備從 “跑偏” 到 “精確” 一鍵到位。
HOJOLO快速對中校正儀的校準數據可以進行多種分析和處理,具體如下:對中偏差分析:儀器可自動計算出徑向偏差和軸向偏差,并顯示在屏幕上。例如,在緩慢旋轉設備軸時,傳感器依次經過0°、90°、180°、270°等特定位置,儀器會在數據穩定后記錄數據,并計算出相應偏差,幫助用戶了解設備軸系的對中情況。振動分析:HOJOLO部分型號的對中校正儀集成專業級振動分析模塊,配備ICP磁吸式振動傳感器,可同步獲取振動速度、加速度、位移及crest因子等關鍵參數。通過快速傅里葉變換(FFT)技術,將振動時域信號轉換為頻譜,從而精細識別設備運行中的多種典型故障。如軸系不對中時,1倍轉速頻率(1X)幅值會升高;軸承磨損則會在特定頻段出現如BPFO(外圈故障特征頻率)等特征頻率。趨勢監測預警:該儀器支持連續振動數據記錄與歷史對比,通過趨勢曲線直觀呈現振動幅值變化,當振動值超過預設閾值時自動報警,提前預警潛在故障。用戶可以根據趨勢分析,及時采取維護措施,避免設備故障的發生。墊片計算:針對垂直機器,HOJOLO對中校正儀的墊片計算功能可實現即時校正。儀器會根據測量數據生成調整建議,顯示需要在電機腳下墊墊片的厚度或電機需要移動的方向和距離。
測量范圍和量程:根據實際應用中涉及的機械尺寸和距離,選擇測量范圍和量程合適的校正儀。一般來說,至少應具有60英尺(約18米)的距離測量范圍,以便處理諸如冷卻塔風扇和深潛水泵之類的應用。故障診斷與分析功能:一些**的快速對中校正儀具備振動分析、紅外熱成像等功能,可同步采集多維度數據,自動判斷故障根源并提供維修建議,方便用戶對設備進行***的狀態監測和故障診斷。報告和文檔功能:具備生成綜合PDF報告功能的校正儀更便于記錄和分享校準數據,報告中應包含測量數據、圖像等信息,有些校正儀還支持電子版簽署報告,方便存檔和追溯。品牌與售后支持:**品牌的校正儀通常在質量、技術支持和售后服務方面更有保障。要考慮供應商提供的培訓資源、現場支持以及配件供應的便捷性等,確保在使用過程中遇到問題能及時得到解決。預算:根據企業的實際預算情況進行選擇,不是價格越高越好,應結合使用頻率、設備重要性等因素綜合評估。如果對精度要求不高且預算有限,也可以考慮一些國產品牌-HOJOLO。 詳細介紹一下快速對中校正儀的工作原理。

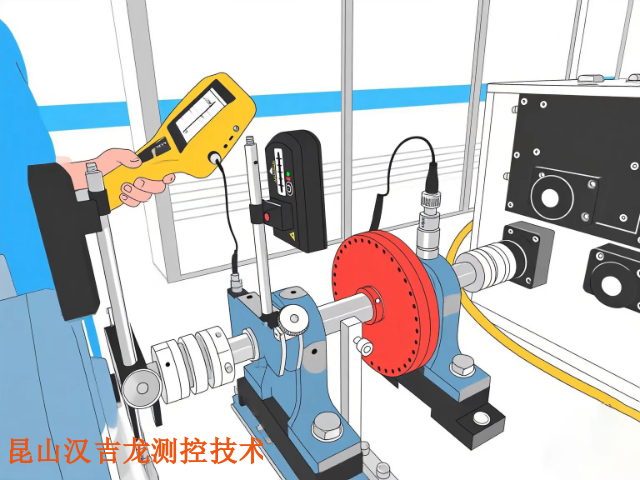
標準化體現在操作流程的固化與自動化。儀器通過集成高精度傳感器(如激光傳感器、電磁感應傳感器)、智能算法及可視化交互界面,將復雜的對位校準步驟簡化為 “安裝 - 檢測 - 顯示 - 調整 - 驗證” 的標準化流程:操作人員無需依賴專業技能,只需按照儀器指引完成傳感器安裝,儀器便會自動采集數據、與標準參數比對,并實時顯示偏差值;調整過程中,儀器持續反饋偏差變化,直至參數符合標準化閾值,**終生成校準報告,實現 “操作有規范、結果可驗證、質量可追溯”。別讓 “不對中” 拖垮設備!快速對中校正儀。S和M快速對中校正儀視頻
對于大型設備,快速對中校正儀的存儲容量是否足夠?工廠快速對中校正儀貼牌
第五步:結果可視化與報告生成儀器通過高清屏幕以圖形+文字的形式輸出**終結果:圖形化:展示兩軸的偏差示意圖(如紅色箭頭標注偏差方向,柱狀圖對比調整前后偏差值);文字化:明確標注“當前平行偏差XXmm”“當前角度偏差XX度”“調整完成后偏差XXmm(是否合格)”;報告生成:部分機型支持通過USB、藍牙導出對中報告(含設備信息、調整前后數據、操作人員、時間等),便于運維記錄與追溯。快速對中校正儀的“偏差計算”本質是將工業對中需求轉化為幾何問題,**基于“兩軸空間位置關系”推導,以下以**常見的“聯軸器連接的兩軸對中”為例,解析**計算邏輯:1.基礎幾何模型:兩軸的兩種偏差類型假設主動軸為A,從動軸為B,兩軸通過聯軸器連接,**存在兩種偏差:平行偏差(徑向偏差):兩軸中心線平行但不重合,偏差值用δ表示(單位:mm),即兩軸中心線在徑向的距離;角度偏差(傾斜偏差):兩軸中心線不平行,存在夾角,偏差值用α表示(單位:度/分),即兩軸中心線的傾斜角度。 工廠快速對中校正儀貼牌
- 昆山軸對中激光儀保修 2025-09-20
- 傻瓜式聯軸器不對中測量儀定做 2025-09-20
- 專業泵軸熱補償對中儀怎么用 2025-09-20
- 傻瓜式激光對中服務裝置 2025-09-20
- 原裝進口便攜同心度檢測儀操作步驟 2025-09-20
- 專業聯軸器不對中測量儀使用視頻 2025-09-20
- 漢吉龍測控快速對中校正儀怎么用 2025-09-19
- 工廠快速對中校正儀貼牌 2025-09-19
- 自主研發振動激光對中儀定做 2025-09-19
- 工廠激光對中服務貼牌 2025-09-19
- 福建智能化實驗室超純水設備大概價格 2025-09-20
- 河南瑾誠藻類智能識別系統 2025-09-20
- 遼源月牙聚焦鏡供應商哪家好 2025-09-20
- 揚州傳感器生產廠家 2025-09-20
- 南京電力監測電表大概多少錢 2025-09-20
- 自動化中低壓快速制備液相色譜儀哪里有賣的 2025-09-20
- 浙江測控系統介紹 2025-09-20
- 廣州品牌氣體監測設備怎么樣 2025-09-20
- 江蘇熒光X射線-熒光雙模態成像系統回收價 2025-09-20
- 長沙防霧分光鏡廠家 2025-09-20