專業級快速對中校正儀操作步驟
校準質量有保障”則是標準化設計的直接成果。首先,標準化檢測消除了人為誤差,確保每次校準的精度一致性,例如在電機與泵的軸系對中場景中,傳統人工校準可能存在±,而通過快速對中校正儀的標準化流程,誤差可穩定控制在±,大幅降低設備因對位偏差導致的振動、噪音及部件磨損。其次,儀器的校準數據可實時存儲或導出,形成完整的質量追溯檔案,便于后期排查、審計,滿足工業生產中“質量可追溯”的管理要求。此外,部分適配高溫、高壓等惡劣工況的型號(如AS系列),還通過強化硬件耐候性與算法抗干擾能力,確保在復雜環境下仍能穩定輸出標準化校準結果,進一步筑牢質量防線。無論是保障設備長期穩定運行,還是降低生產過程中的維護成本與故障風險,快速對中校正儀的“工業對位標準化”設計,都為工業精密作業提供了可靠、高效的質量解決方案。 快速對中校正儀:工業對位標準化,校準質量有保障。專業級快速對中校正儀操作步驟
傳統對中校正的痛點:高技能門檻的**問題傳統對中校正多采用“百分表+塞尺”“激光初步定位+人工計算”等方式,對運維人員的技能要求極高,主要痛點體現在以下3點:專業知識依賴強:需熟練掌握設備軸系結構、幾何對中原理(如平行偏差、角度偏差計算),能通過復雜公式手動換算調整量,新手需數月甚至數年培訓才能**操作。操作經驗要求高:百分表安裝的垂直度、預壓值,塞尺測量的力度控制,均需依賴經驗判斷;若設備振動、空間狹窄,經驗不足易導致數據偏差,需反復校驗。容錯率低:一旦技能不達標,易出現“假對中”(表面數據合格但實際偏差仍存在),導致設備運行時軸承磨損加速、密封件泄漏、異響等問題,增加維修成本與停機風險。無線快速對中校正儀用途精確無偏差!快速對中校正儀。

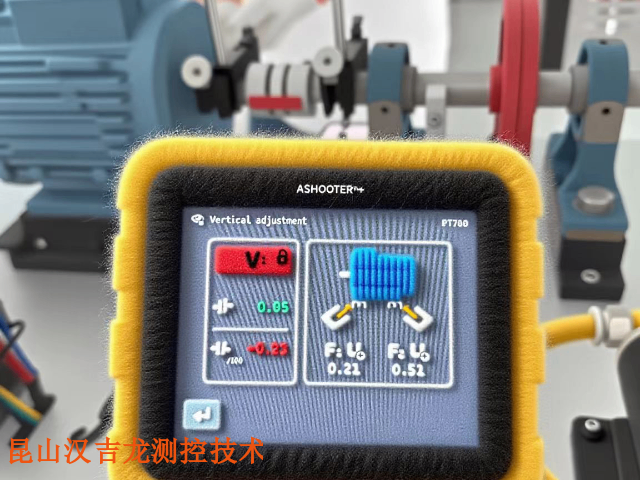
快速對中校正儀通過多種方式降低了運維人員的技能要求,具體如下:操作界面直觀簡潔:許多快速對中校正儀配備了圖形化的操作界面和觸摸屏,以直觀的方式顯示測量數據和操作指引。例如AS軸對中校準測量儀,其,以綠、黃、紅三色直觀標記軸同心度偏差范圍,操作人員無需復雜培訓,即可清晰掌握設備狀態。自動化測量與計算:快速對中校正儀采用先進的傳感器技術和自動化算法,能夠自動進行測量和數據處理,無需運維人員具備深厚的專業知識和復雜的計算能力。如激光對中校正儀,可通過發射激光束并接收反射信號,精確測量兩軸之間的偏差,自動計算出所需的調整量,運維人員只需根據儀器提供的結果進行相應的調整操作即可。
HOJOLO在工業生產的精密作業場景中,設備軸系、部件的精細對位是保障生產效率、降低機械損耗的**前提。快速對中校正儀憑借“工業對位標準化”的**設計,從根本上解決了傳統人工對位依賴經驗、誤差難控、質量不穩定等痛點,為校準質量提供全流程保障,成為工業設備安裝、維護及生產過程中的關鍵支撐工具。其“工業對位標準化”的實現,源于對校準流程的全環節規范與技術賦能。一方面,儀器內置了符合國際或行業通用標準的對位參數模型(如ISO標準軸系對中要求、特定行業設備的對位公差閾值等),替代了傳統人工憑手感、經驗判斷的模糊方式,讓每一次校準都有明確的數值標準可依——無論是平行偏差、角度偏差,還是軸向位移等關鍵參數,均能按照預設標準進行量化檢測,避免“因人而異”的校準差異。快速對中校正儀使用方法。
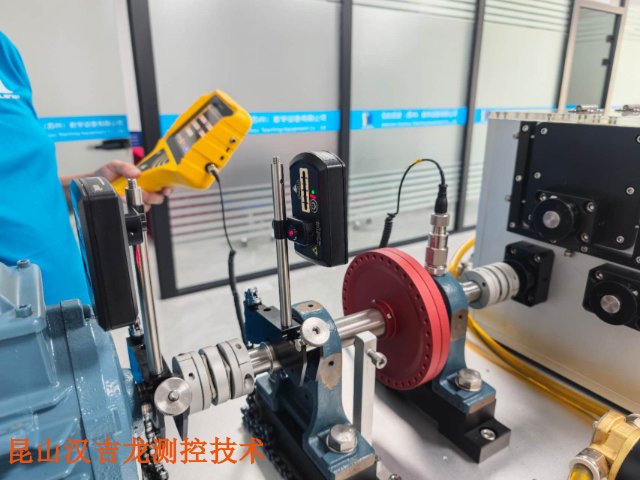
漢吉龍快速對中儀采集維度:同步捕捉“徑向+角度”雙維度數據為完整描述軸系偏差,傳感器需同步采集兩類關鍵數據,且采樣頻率極高(通常≥100Hz,即每秒采集100次以上),確保“實時性”:徑向位置數據:通過兩個垂直方向(如水平X軸、垂直Y軸)的傳感器,捕捉兩軸在“水平方向的偏移量(如左偏/右偏)”和“垂直方向的偏移量(如上翹/下傾)”,單位通常為μm(微米)。角度位置數據:通過分別安裝在主動軸、從動軸上的傳感器,捕捉兩軸軸線的“傾斜角度”(如主動軸軸線相對從動軸軸線的夾角),單位通常為°(度)或″(角秒,1°=3600″),部分高精度型號可精確到0.001°。快速對中校正儀的傳感器精度有多高?無線快速對中校正儀用途
如何保證快速對中校正儀的校準數據的安全性?專業級快速對中校正儀操作步驟
利用已知精度的標準工裝或模擬對中裝置,實際操作儀器進行測量,對比“儀器讀數”與“標準值”的偏差,驗證精度是否穩定。此方法貼近現場使用場景,更具實際參考意義:1.HOJOLO激光對中儀的標準件測試(**典型)準備“標準對中工裝”(由固定基座、可調節的“模擬軸”、精度已知的“偏差調節機構”組成,如可精確設置“徑向偏差、角度偏差°”),按以下步驟測試:步驟1:將儀器的發射端、接收端分別固定在標準工裝的兩個“模擬軸”上,按儀器操作流程完成安裝校準;步驟2:通過工裝調節機構,設置1~3個典型偏差值(如“徑向°”“徑向°”,覆蓋自身設備的常見對中偏差范圍);步驟3:記錄儀器的“測量值”,與工裝的“標準偏差值”對比,計算“偏差率”(偏差率=|測量值-標準值|/標準值×100%)。合格判定:偏差率需≤儀器出廠精度的“允差范圍”,例如儀器標注徑向精度±5μm,若標準值(100μm),測量值偏差需≤5μm,即偏差率≤5%,否則精度不達標。 專業級快速對中校正儀操作步驟
- 昆山軸對中激光儀保修 2025-09-20
- 傻瓜式激光對中服務裝置 2025-09-20
- 原裝進口便攜同心度檢測儀操作步驟 2025-09-20
- 專業聯軸器不對中測量儀使用視頻 2025-09-20
- 漢吉龍測控快速對中校正儀怎么用 2025-09-19
- 工廠快速對中校正儀貼牌 2025-09-19
- 自主研發振動激光對中儀定做 2025-09-19
- 工廠激光對中服務貼牌 2025-09-19
- AS快速對中校正儀定做 2025-09-19
- 瑞典聯軸器不對中測量儀怎么樣 2025-09-19
- 廣州品牌氣體監測設備怎么樣 2025-09-20
- 江蘇熒光X射線-熒光雙模態成像系統回收價 2025-09-20
- 四川ESD高壓表模擬器公司 2025-09-20
- 陜西抗干擾強接近傳感器常用知識 2025-09-20
- 松江區智能化傳感器價目 2025-09-20
- 上海調度及車輛定位綜合管理調度管理系統報價 2025-09-20
- 閔行區推薦電壓表量大從優 2025-09-20
- 杭州品牌電子測量儀器哪家好 2025-09-20
- 安徽BEBICON空壓機特點 2025-09-20
- 江西抗干擾強傳感器一體化 2025-09-20